| |
| A B C D E F G H I J K L M N O P Q R S T U V W X Y Z |
O |
| |
O |
Se dit Oscar. Signifie : un homme à la mer (mais lui s'appelle souvent autrement !) |
 |
|
| |
Retour |
|
|
|
|
|
|
|
|
| |
Octosaure |
La plus effroyable créature de la planète Krypton, d'où vient aussi Superman (alors, il sait de quoi il parle !)
|
 |
|
| |
Retour |
|
|
|
|
|
|
|
|
| |
Oeil |
Boucle à l'extrémité d'un cordage. L'oeil peut être cousu dans le cas d'une tresse ou épissé (comme sur notre image) s'il s'agit d'un filin ou d'un câble.
|
 |
|
| |
Retour |
|
|
|
|
|
|
|
|
| |
Oeuvres Mortes, Oeuvres Vives |
Les oeuvres vives sont la partie immergée de la coque, on peut aussi parler de carène. Au contraire, les oeuvres mortes sont constituées de la coque et toutes ses superstructures (tout se qui dépasse du pont) au dessus de la ligne de flottaison.
Sur notre image, le yawl "Duet" nous montre ses oeuvres vives en remontant au près dans le clapot court du Solent. |
 |
|
| |
Retour |
|
|
|
|
|
|
|
|
| |
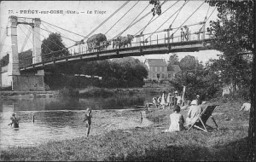
Oise |
Sur notre image, carte postale intitulée "Précy sur Oise, la plage" !), le pont suspendu construit en 1921 pour remplacer celui détruit pendant la Première Guerre.
|
 |
|
| |
Retour |
|
|
|
|
|
|
|
|
| |
Okoumé |
Arbre d'Afrique de la famille des burseracées. Le bois est de couleur uniforme rose saumon avec un aspect nacré. Le grain est moyennement fin et le fil est le plus couramment avec un contrefil régulier peu marqué. On distingue bien les cernes d'accroissement lorsque le bois est poncé : il y a alternances de zones claires et foncées. Densité faible (0.35 à 0.55), c'est un bois léger et tendre. Il n'est pas très facile à scier ou raboter à cause du contrefil. Par contre, il se déroule facilement et on l'utilise beaucoup pour fabriquer des placages et du contreplaqué. Il est sensible à l'humidité et devra impérativement en être protégé (par imprégnation époxy, par exemple).
L'essentiel du contreplaqué utilisé dans nos kits est fabriqué à partir d'okoumé, complété sur certains bateaux par du contreplaqué sapelli ou makoré. Le choix de l'okoumé est dicté par sa légèreté, par son prix raisonnable et par le fait qu'il provient maintenant d'une exploitation gérée de façon renouvelable.
L'Okoumé provient essentiellement du Gabon (République Gabonaise), ancienne colonie française indépendante depuis 1960. Le Gabon regorge de ressources minières, à commencer par le pétrole qui en fait un pays riche. 80% du territoire du Gabon est couvert de forêt dont l'essentiel est encore "primaire" (primaire signifie qu'elle n'a jamais été exploitée par l'homme), et cette superficie se maintient, contrairement à nombre de pays équatoriaux ou tropicaux.
En effet, l'okoumé, qui est l'essence la plus représentée dans la forêt gabonaise, est un bon exemple de l'exploitation "soutenable" des bois tropicaux car le bois récolté actuellement provient déja en partie de replantation, du fait de sa croissance rapide (un arbre peut être "récolté" à 25 ans). De plus, l'état gabonais interdit désormais l'exportation de grumes brutes, comme c'était le cas pendant l'ère coloniale : le bois est scié et déroulé sur place, et on s'achemine vers une fabrication locale du contreplaqué. Une part nettement plus importante de la valeur ajoutée reste dans le pays d'origine et encourage une exploitation raisonnée de la forêt. |


|
|
| |
Retour |
|
|
|
|
|
|
|
|
| |
Olibrius |
Encore une invective du capitaine Haddock.
Le dictionnaire nous dit qu'un olibrius est un individu ridicule, qui se donne des airs avantageux, qui fait des embarras. Le nom d'Olibrius est devenu un substantif, dans le langage courant (de qui ?), pour désigner un bravache, un fanfaron cruel. Dans sa comédie peu connue L'Étourdi ou les Contretemps, Molière met dans la bouche de Mascarille, serviteur de Lélie :
« Courage, mon garçon : tout heur nous accompagne ; / Mettons flamberge au vent et bravoure en campagne, / Faisons l'Olibrius, l'occiseur d'innocents. »
— acte III scène 4
Olibrius (ou Olybrius ou encore Olimbrius) fut un gouverneur des Gaules, qui se rendit célèbre en martyrisant Sainte Reine en l'an 252. Reine était une jeune gauloise de seize ans, convertie au christianisme. Elle frappa l'attention d'Olibrius un jour qu'elle faisait paître ses moutons au pied du mont Auxois, site aujourd'hui présumé de la forteresse d'Alésia. Olibrius voulut abuser d'elle mais elle résista et refusa même le mariage pour ne pas abjurer sa foi. Elle fut martyrisée, et décapitée. Les similitudes existant avec la vie de Sainte Marguerite d'Antioche conduisent certains auteurs à considérer que le récit de l'histoire de Sainte Reine est apocryphe, cette tradition pouvant toutefois être le souvenir d'un fait local.
Notre image : vitrail de l'église Saint-Martin de l'Isle-Adam, représentant Sainte-Reine et la donatrice du vitrail en prière |
 |
|
| |
Retour |
|
|
|
|
|
|
|
|
| |
Optimist |
L’Optimist est un petit bateau d’initiation créé en 1947 par l'architecte Clark Mills à Clearwater (Floride). Construit initialement en contreplaqué (souvent sous forme de kit par des amateurs), la coque tient tout juste dans deux feuilles de contreplaqué de taille standard (2.44 m par 1.22 m). Le bateau fut introduit en Europe par le danois Axel Damgaard et fortement soutenu par son célèbre compatriote le multi-médaillé olympique Paul Elvström. Le dessin fut standardisé en 1960 et une jauge stricte est appliquée depuis 1995.
Doté d'une coque à fond plat, équipé d'une voile unique, c'est un bateau léger, stable et très simple à manœuvrer. Il est utilisé pour l'apprentissage de la voile chez les enfants. Sa voile à livarde est très caractéristique, ainsi que sa coque... simple avec sa marotte ! Cette série est encore aujourd'hui la principale série pour les enfants, il y règne donc un très haut niveau de compétition.
Longueur : 2.36 m
Largeur : 1,12 m
Tirant d'eau : 0.13 /0.84 m
Voilure : 3.30 m2
|
|
|
| |
Retour |
|
|
|
|
|
|
|
|
| |
Orin |
Cordage de faible diamètre. |
 |
|
| |
Retour |
|
|
|
|
|
|
|
|
| |
Ornithorynque |
Encore une invective du capitaine Haddock :
L'ornithorynque est un mammifère amphibie ovipare de l'est du continent australien, à la fourrure épaisse, à la bouche garnie d'un large bec de canard corné qui habite des terriers dont l'orifice est émergé.
Avec l'échidné, ce sont les deux seuls mammifères ovipares vivants. L'échidné, quant à lui, est un animal fouisseur, insectivore, au corps recouvert de piquants, dont le museau est prolongé par un bec corné et qui vit aussi en Australie.
|
|
|
| |
Retour |
|
|
|
|
|
|
|
|
| |
Oryctérope |
Encore une invective du capitaine Haddock.
Mammifère d'Afrique ayant l'aspect d'un porc, vivant dans des terriers et se nourrissant de termites et de fourmis. Aussi appelé "fourmilier du Cap" ou "Aardvark".
Une fois encore, Hergé sélectionne dans l'encyclopédie un mot rarement employé, donc peu connu, et qui roule bien sur la langue. |
|
|
| |
Retour |
|
|
|
|
|
|
|
|
| |
Osmose |
L'osmose est une détérioration des coques construites en composite polyester/fibre de verre et qui se manifeste par des cloques ou petites boursouflures du gel-coat. L'origine de ce phénomène est due à d'autres causes en plus de l'osmose en tant que telle. La résine polyester n'est pas étanche à l'eau, et les coques construites en composite comportant cette résine doivent donc être couvertes d'une autre résine, ou "peinture" étanche à l'eau, le gel-coat.
L’osmose est un phénomène physique dans lequel une solution à forte concentration absorbe, à travers une paroi semi-perméable, un solvant (dans notre cas de l’eau) tendant ainsi à égaliser la concentration de la solution de part et d’autre de la paroi. Le volume, et de ce fait la pression, de la solution concentrée augmenteront, ce qui provoque une déformation de la paroi la plus fine (le gel-coat.)
L'osmose ne concerne pas systématiquement toutes les coques en stratifié de polyester. Elle ne se manifeste qu'en présence de résidus de résine/durcisseur dont la polymérisation n'a pas été complète, et qui vont donc "attirer" l'eau à travers une surface imparfaitement étanche. Le gelcoat polyester, même intact, n'est pas totalement étanche : l'eau entre par l'extérieur. Mais le stratifié polyester peut présenter des défauts de surface qui laissent des fibres de verre à nu : l'eau entrera aussi bien par l'intérieur, par capilarité le long des fibres de verre.
La sélection des produits et les méthodologies de production sont les premiers critères pour prévenir l’osmose. La cohérence des échantillonnages entre aussi dans ces éléments. L’utilisation de gel-coat de qualité douteuse et la mise en oeuvre sont les causes les plus courantes de l’osmose : résines de basse qualité, pigments ou adjuvants hydrophiles, proportion de diluant trop importante, microbulles d’air, présence de sous produits gras (huile du compresseur de projection par exemple), épaisseur trop faible ou irrégulière, mauvais dosages entraînant des fissurations; application trop rapide du premier mat entraînant une dissolution du gel-coat et son transpercement par les fibres de verres, etc.
Au cours de la stratification de la coque l’utilisation de résine trop diluée au styrène qui ramollit le gel-coat, de mat au liant mal adapté, dans de mauvaises conditions d’hygrométrie et de température, de débullage insuffissant de la stratification, de mauvais contrôles de la polymérisation et de la régularité du rapport résine/verre, de l’absence de post-cuisson qui permet de réduire le styrène libre présent dans le stratifié; limite la formation de microbulles dans les diverses couches.
La sélection des matériaux est primordiale. L’exemple au milieu de la décennie quatre-vingt où la présence dans les catalyseurs de dyéthylène-glycol empêchant une polymérisation complète a été la cause d’une vague de coques osmosées sans précédent. Plusieurs centaines de bateaux construits entre 1983 et 1985 dans divers chantiers européens ont eu une atteinte osmotique dés les premières semaines parfois même sur les aires de stockage des chantiers, par la seule humidité de l'air.
Le manque d’entretien et de surveillance sont souvent une cause de mise en route d’un processus d’osmose. La dégradation naturelle d’un gel-coat commence à être significative à partir de 5 à 6 ans, mais cette couche de protection qui ne fait que 400 à 500 microns d’épaisseur doit à elle seule assurer la protection de la structure. Le gel-coat n’étant pas prévu pour subir des agressions mécaniques, l’utilisation de nettoyeur haute pression , spatule métallique, ponçage ne font qu’accélérer la dégradation de celui-ci. La vigilance est surtout constituée par un contrôle visuel et la recherche systématique de tous dommages, éclatements, fissures, farinages, micro bulles. La réfection de ces petits dégâts , aprés un séchage complet, doit être faite sans délai et exclusivement à l'aide de système époxy pour les mastics et/ou de cycle polyuréthane complet, l’utilisation de système polyester étant formellement poscrite. La même vigilance doit s'exercer sur les oeuvres mortes. Un farinage du gel-coat sur les oeuvres mortes doit être repris par une application d’un système polyuréthane bi-composants.
Le vieillisement de la structure est une cause possible d'osmose. Au cour de l’utilisation du bateau, les efforts mécaniques conséquents, les chocs, les cycles de flexions, compressions, les agents atmosphériques (UV) et chimiques (hydrolyse), peuvent faire perdre au gel-coat par des fissures, farinage, microbulles ou délaminage, son étanchéité. La présence d’humidité dans les couches de stratifié peut provoquer un délaminage des différentes couches et donc une détérioration de l’homogénéité de la structure de la coque. Il est de première importance de ne pas laisser un processus d’osmose se développer, car la dégradation de la structure est inéluctable, mais pas forcément visible. |
 |
|
| |
Retour |
|
|
|
|
|
|
|
|
| |
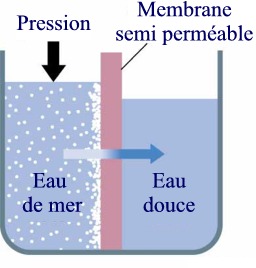
Osmose inverse |
L'osmose inverse est le nom du processus de filtrage qui permet d'obtenir de l'eau douce en "poussant" de l'eau de mer à travers une membrane semi perméable. Les sels dissouts dans l'eau, tels le sodium (le sel quoi), la chloride, le carboante de calcuim et le sulfate de calcium sont arrêtés par la membrane. On obtient donc une eau douce quasiment déminéralisée.
Ce système est utilisé pour obtenir de l'eau douce à partir de l'eau de mer lorsque les besoins sont plus élevés que la capacité d'approvisionnement. On l'utilise également, par exemple, pour concentrer le sucre présent dans le jus de la cane à sucre afin de réduire la quantité d'énergie nécessaire à l'obtention de sucre.
Pour la production d'eau douce à grande échelle, comme on commence à la voir dans les pays du Golfe Persique (qui ont accès à l'eau de mer et à l'énergie du pétrole), ce processus et bien adapté mais il reste fort coûteux en énergie, en membranes (on doit les remplacer tous les trois ans) et on gaspille 25% de l'eau de mer en entrée, rejetée avec les sels quand le niveau maximum de concentration est atteint. |
 |
|
| |
Retour |
|
|
|
|
|
|
|
|
| |
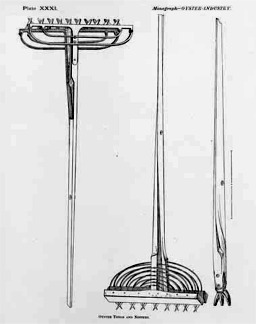
Oyster Tonging |
Oyster tonging se traduit littéralement "pinçage des huitres". Technique extensive de récolte des huitres toujours pratiquée sur la côte est des Etats-Unis : les huitres sont saisies et ramenées à bors à l'aide d'une pince-rateau à long manche (image ci-contre). Cette pêche se pratique à bord de petits bateaux à très faible tirant d'eau, laissés en dérive dans quelques dizaines de centimètres d'eau au-dessus des bancs d'huitres sauvages.
Le pêcheur se tient debout sur le passavant, met sa pince à l'eau, l'ouvre pour saisir les huitres, la serre en la remontant, passe le plat-bord d'un mouvement circulaire et lache les huitres dans le bac de tri qui permet de rejeter immédiatement les huitres trop petites.
On utilise des petits bateaux à fond plat pour cette pêche, dont les sharpies, qui s'y prétent très bien grâce à leur faible tirant-d'eau, à leur stabilité et à leur rusticité (facilité et faible coût de construction).

|
 |
|
| |
Retour |
|
|
|
| |
A B C D E F G H I J K L M N O P Q R S T U V W X Y Z |
|
|
